

│ŻęŖå¢Ņ}
ĮŪČ╚ŲĮ│▀Ą─╝ė╣ż╣ż╦ć
▒Š╬─ī¦(d©Żo)ūxŻ║
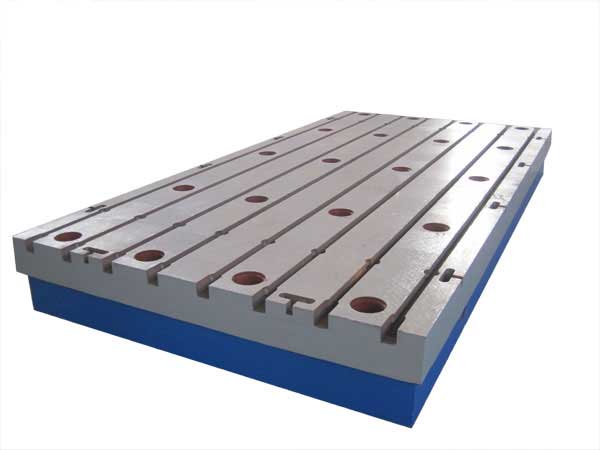



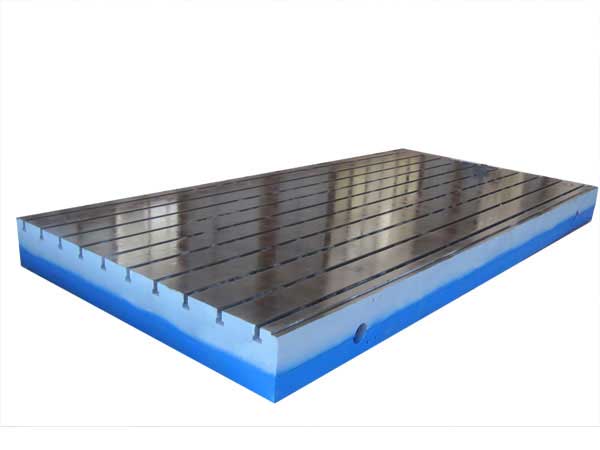


×ķ┴╦ĮĄĄ═ĮŪČ╚ŲĮ│▀(čÓ╬▓│▀)┴┐Š▀Ą─╔·«a(ch©Żn)│╔▒ŠŻ¼╩╣ĮŪČ╚ŲĮ│▀(čÓ╬▓│▀)Ą─╩█ār(ji©ż)┐╔ęįį┌Ėé(j©¼ng)ĀÄ(zh©źng)ųąš╝ŅI(l©½ng)╩ął÷(ch©Żng)Ż¼99.8%Ą─čÓ╬▓│▀╔·«a(ch©Żn)Ų¾śI(y©©)Č╝╩Ū▓╔ė├┴╦╚╦╣ż╣╬蹥─╣żą“ĪŻļm╚╗╚╦╣ż╣╬čą▒╚▌^┬õ║¾Ż¼Ą½╩Ūī”(du©¼)ė┌ĮŪČ╚ŲĮ│▀(čÓ╬▓│▀)üĒšfŻ¼į┌Š½Č╚ę¬Ū¾▒╚▌^Ė▀Ą─ŪķørŽ┬Ż¼╩Ū╚╬║╬ÖC(j©®)ąĄ╝ė╣żČ╝▓╗┐╔ęį╚Ī┤·Ą─ę╗ĘN╝ė╣ż╣ż╦ćĪŻ×ķ┴╦╠ßĖ▀čÓ╬▓│▀Ą─╩╣ė├ē█├³Ż¼▒ŻūCŲõ╣żū„Š½Č╚Ż¼Į©ūhī”(du©¼)╣╬čą╔ŅČ╚┐žųŲį┌0.02mmęį╔ŽŻ¼▀@śė┐╔▒ŻūCĮŪČ╚ŲĮ│▀ėą▌^ķL(zh©Żng)Ą─╩╣ė├ē█├³║═ÖzČ©ų▄Ų┌ĪŻĖ∙ō■(j©┤)ėąĻP(gu©Īn)┘Y┴Žī”(du©¼)╣╬čą╔ŅČ╚ĮķĮBęį╝░╣╬čą╔ŅČ╚£y(c©©)Ą├öĄ(sh©┤)ō■(j©┤)Ż¼┤╦╣ż╦ć╝ė╣żę¬Ū¾╩Ū┐╔ęį▀_(d©ó)ĄĮĄ─ĪŻĮŪČ╚ŲĮ│▀(čÓ╬▓│▀)Ą─═Ōė^╔Ž│÷¼F(xi©żn)š╝yŻ¼«a(ch©Żn)ŲĘ▒Ē├µ┤ų▓┌│╠Č╚╝ė┤¾Ż¼ė░Ē抽Č╚Ż¼Ė³ė░Ēæ├└ė^ĪŻČ°ėą┴╦╣╬čą▀@Ą└╣żą“║¾Ż¼Š═║▄╔┘│÷¼F(xi©żn)ęį╔Žå¢Ņ}ĪŻĘ└ų╣čÓ╬▓│▀╣żū„▒Ē├µėąąĪĘČć·Ą─Šų▓┐╗¹ūāŻ¼üĒ▒ŻūCčÓ╬▓│▀Ą─╩╣ė├Š½Č╚ĪŻÖz▓ķčÓ╬▓│▀┴┐Š▀╣żū„▒Ē├µĄ─╬óė^┘|(zh©¼)┴┐╝┤╬óąĪĘÕ╣╚Ą─ŲĮ├µČ╚Ż¼▒Ē├µ╬óė^┘|(zh©¼)┴┐Ė▀Ż¼─═─źąį║├Ż¼▓┼─▄▒ŻūCčÓ╬▓│▀Ą─╩╣ė├ē█├³ĪŻ
╔Žę╗Ų¬╬─š┬Ż║┬õĄžńM┤▓ŲĮ┼_(t©ói)Ą─▀xė├ĘĮĘ©..ĪŠ2009/11/18Ī┐
Ž┬ę╗Ų¬╬─š┬Ż║ĶTįņį~ģRČ©┴x-░ū┐┌ĶTĶF..ĪŠ2009/12/3Ī┐
Ž┬ę╗Ų¬╬─š┬Ż║ĶTįņį~ģRČ©┴x-░ū┐┌ĶTĶF..ĪŠ2009/12/3Ī┐